یکی از پرکاربردترین لوله ها در صنایع نفت گاز و پتروشیمی، صنایع غذایی و صنعت دارویی لوله های الوی می باشد این لوله ها تحت استاندارد A335 برای لوله های بدون درز در سرویس های دما بالا و استاندارد A333 برای لوله های درزدار و بدون درز برای سرویس های دما پایین تولید شده و در ادامه به روند تامین این لوله ها از چین می پردازیم.
معمولا درخواست اولیه با ارایه مشخصات فیزیکی و استانداردی کالا ارسال شده و مورد بررسی قرار میگیرد. هدف از بررسی درخواست اولیه واحد نمودن درخواست مشتری با محصول تولیدی در کارخانه می باشد. به عنوان مثال درخواست به صورت کلی بر مبنای طول درخواستی یا وزن درخواستی ارایه شده و از طول شاخه های مورد نظر صحبت نشده است.
نکته مهم در تعیین طول با توجه به محل استفاده کالا مشخص میشود بدین صورت که اگر طول دقیق مورد نظر باشد هزینه تمام شده محصول نهایی بالاتر خواهد بود ولی اگر طول مورد نیاز در یک بازه مورد قبول باشد به عنوان مثال شاخه های 8 تا 12 متری میتوان با هزینه پایین تری کالای مورد نظر را تهیه کرد. علت این موضوع به روند تولید بر میگردد. در صورت نیاز به طول دقیق با توجه به پرتی بالاتر محصول، هزینه تمام شده بالاتر می رود.
نکته بعدی در بررسی درخواست جرییاتی از قبیل نوع پوشش درخواستی، مارکینگ مورد نظر، لبه سازی انتهای لوله ها و مواردی از این دست می باشد. مشخص شدن اینگونه موارد در ابتدا باعث دقیق تر شدن زمان تحویل کالا و پرهیز از تاخیرهای ناشی از انجام این فعالیت ها می گردد.
پس از نهایی شدن درخواست زمان تحویل کالا قیمت و شرایط پرداخت مشخص شده و قراردادی متناسب با شرایط توافق شده منعقد میگردد که دراین قرارداد مشخصات فنی محصول به عنوان ضمیمه به قرارداد اضافه می گردد.
گریدهای رایج لوله های الوی استیل P9 ،P11 ،P22 ،P91 در سایزهای تا 54 اینچ و به صورت سیملس (Seamless) یا بدون درز میباشد.
در حین پروسه تولید، متریال اولیه و روند تولید توسط کارشناسان مورد بازرسی قرار گرفته و به کارفرما از روند تولید گزارش ارایه میگردد. پس از تهیه محصول هم با برداشت نمونه از محصول و ارسال به آزمایشگاه تست های مورد نظر جهت مشخص شدن تطابق ترکیب شیمیایی و خواص مکانیکی با استاندارد انجام میگردد و در نهایت گزارش ازمایشگاه به کارفرما ارایه میشود.
در ادامه مشخصات فیزیکی وشیمیایی و مکانیکی گریدهای رایج لوله های الوی استیل آورده شده است.
ترکیب شیمیایی لوله های الوی استیل
Table 1 – Chemical Composition of Alloy Pipes ASTM A335
| Grade | C | Mn | P (max) | S (max) | Si | Cr | Mo | Other |
| P9 | < 0.15 | 0.3 – 0.6 | < 0.025 | < 0.025 | 0.25 – 1.0 | 8.0 – 10.0 | 0.9 – 1.1 | |
| P11 | 0.05 – 0.15 | 0.3 – 0.6 | < 0.025 | < 0.025 | 0.5 – 1.0 | 1.0 – 1.5 | 0.44 – 0.65 | |
| P22 | 0.05 – 0.15 | 0.3 – 0.6 | < 0.025 | < 0.025 | < 0.5 | 1.9 – 2.6 | 0.87 – 1.13 | |
| P91 | 0.08 – 0.12 | 0.3 – 0.6 | < 0.02 | < 0.01 | 0.2 – 0.5 | 8.0 – 9.5 | 0.85 – 1.05 | V 0.18 – 0.25 N 0.03 – 0.07 Ni < 0.4 Al < 0.02 Nb 0.06 – 0.1 Ti < 0.01 Zr < 0.01 |
خواص مکانیکی لوله های الوی استیل
Table 2 – Mechanical Properties of Alloy Pipes ASTM A335
| P9-P11-P22 | P91 | Test Item |
| 415 | 585 | Tensile Strength (MPa) |
| 205 | 415 | Yield Strength (MPa) |
| 30 | 20 | Elongation |
تست و بازرسی
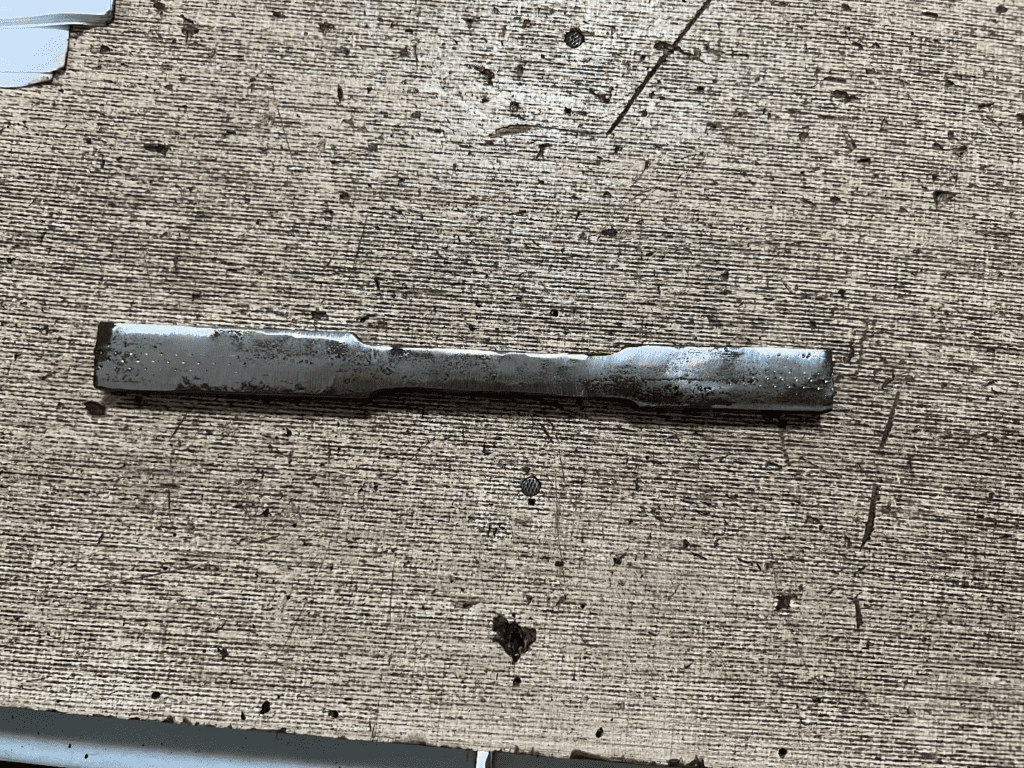
کنترل ابعادی نمونه ها در محل کارخانه جهت اندازه گیری قطر خارجی و ضخامت دیواره انجام میگیرد و قسمتی از لوله برش خرده و نمونه ای مطابق با ابعاد ذکر شده در استاندارد A370 از لوله ی برش خرده تهیه میگردد. سپس جهت مشخص شدن خواص مکانیکی نظیر تنش تسلیم، تنش نهایی و الانگیشن نمونه در دستگاه تست کشش مطابق شکل زیر قرار گرفته و میزان کشش و سایر پارامترها اندازه گیری می شود.
کنترل کالیبره بودن دستگاه پیش از انجام تست و استفاده از آزمایشگاه های معتبر در چین (آزمایشگاه آکرودیته در چین) از الزامات تست و بازرسی اصولی جهت دست یابی به نتایج صحیح میباشد.

تصویر یک نمونه مورد استفاده قرار گرفته برای تست در زیر آمده است.